1. Технологические особенности обработки
1.1. Разработка управляющей программы и технологической
Процесс разработки управляющей программы (программирования) для токарного станка с ЧПУ состоит из нескольких этапов:
— операцию разделяют на установы и позиции, выбирают технологические базы и способ закрепления заготовки;
— разрабатывают операционную технологию, определяют последовательность переходов, выбирают технологическую оснастку, режущий и мерительный инструмент, строят схемы траекторий перемещения вершины каждого используемого инструмента, рассчитывают режимы резания, разрабатывают операционные карты;
— преобразовывают систему координат детали и выбирают ее нулевую точку, рассчитывают и проставляют размеры детали от нулевой точки;
— разрабатывают карты эскизов, на которых приводят переработанный чертеж детали с заданием размеров от нулевой точки и условным обозначением технологических баз и зажимов (рис. 1), построения для расчета координат опорных точек, расчеты для определения их координат, схемы траекторий (циклограммы) движения всех инструментов. Условные обозначения элементов циклограмм на картах эскизов приведены на рис. 2. Для вспомогательных ходов применяют условную терминологию: движение к детали по оси X – подвод; движение от детали по оси X – отвод; движение к детали по оси Z – подход; движение от детали по оси Z – отход. Составляют карты координат опорных точек траектории, а при программировании в относительной системе – величины приращений;
— составляют рукопись управляющей программы на бланке или покадровым текстом на листе бумаги. С использованием клавиатуры пульта управления системы ЧПУ 2Р22 вводят управляющую программу в память системы ЧПУ;
— управляющую программу проверяют на станке и если необходимо вносят соответствующие коррективы.
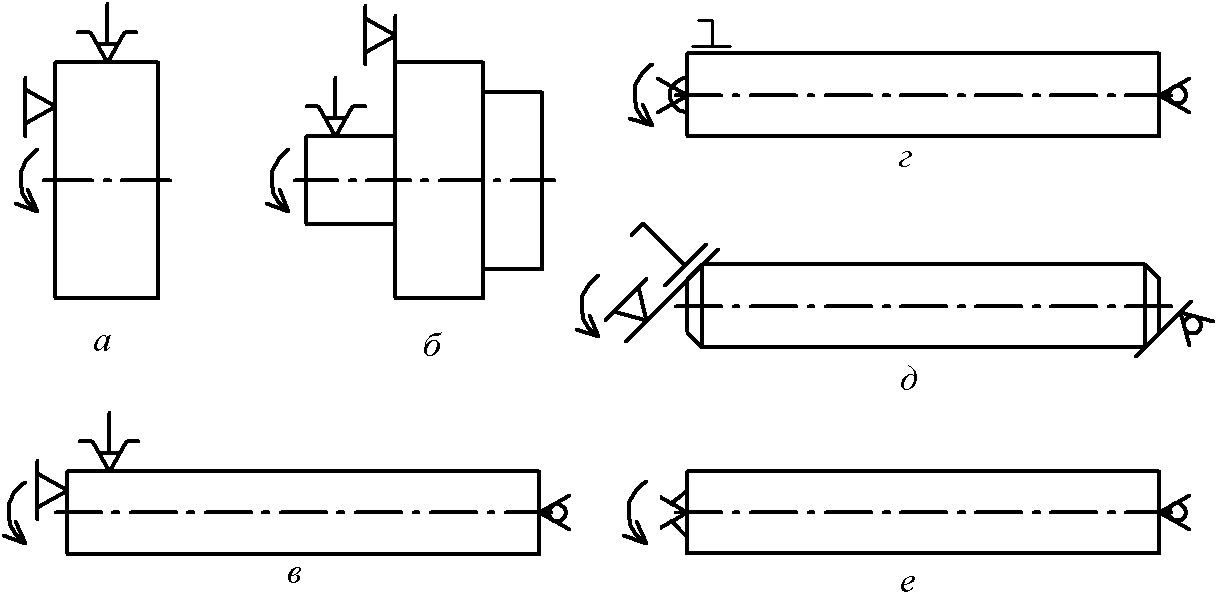
Рис. 1. Условное обозначение технологических баз и зажимов:
а– закрепление в трехкулачковом патроне с упором в расточенный торец кулачков,б– закрепление в трехкулачковом патроне с упором в торец кулачков,в– закрепление в трехкулачковом патроне с упором в расточенный торец кулачков и заднем вращающемся центре,г– закрепление в переднем плавающем центре, поводковом патроне и заднем вращающемся центре,д– закрепление в переднем поводке трения «рюмка» и заднем обратном вращающемся центре,е– закрепление в переднем поводке «ёрш» и заднем вращающемся центре
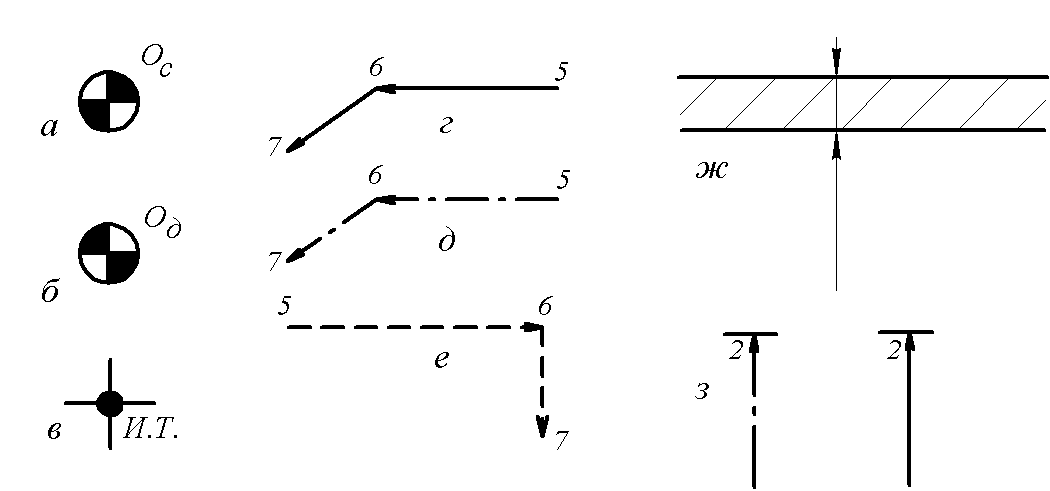
Рис. 2. Условные обозначения на карте эскизов элементов циклограмм:
а– ноль станка,б – ноль детали,в– исходная точка,г– перемещение инструмента на рабочей подаче,д– перемещение инструмента на рабочей подаче по эквидистанте,е– перемещение инструмента на ускоренной подаче,ж– припуск на обработку,з– выдержка времени
1.2. Эквидистанта контура и система координат
Детали, обрабатываемые на станке с ЧПУ, можно рассматривать как геометрические тела, состоящие из простых геометрических фигур, например, цилиндр, конус, сфера и др. При обработке перемещение инструмента осуществляется относительно детали (заготовки). Траекторию движения рабочего органа, т.е. траекторию определенной точки инструмента, называемую центром, задают при помощи управляющей программы.
У проходного, расточного и контурного резцов центром инструмента служит вершина резца или центр радиуса при вершине (рис. 3, а, б) у прорезного (канавочного) резца – левая вершина (рис. 3, в). Для сверла, зенкера, зенковки, цековки, плашки и метчика центром инструмента является центр рабочего торца (рис. 3, г).
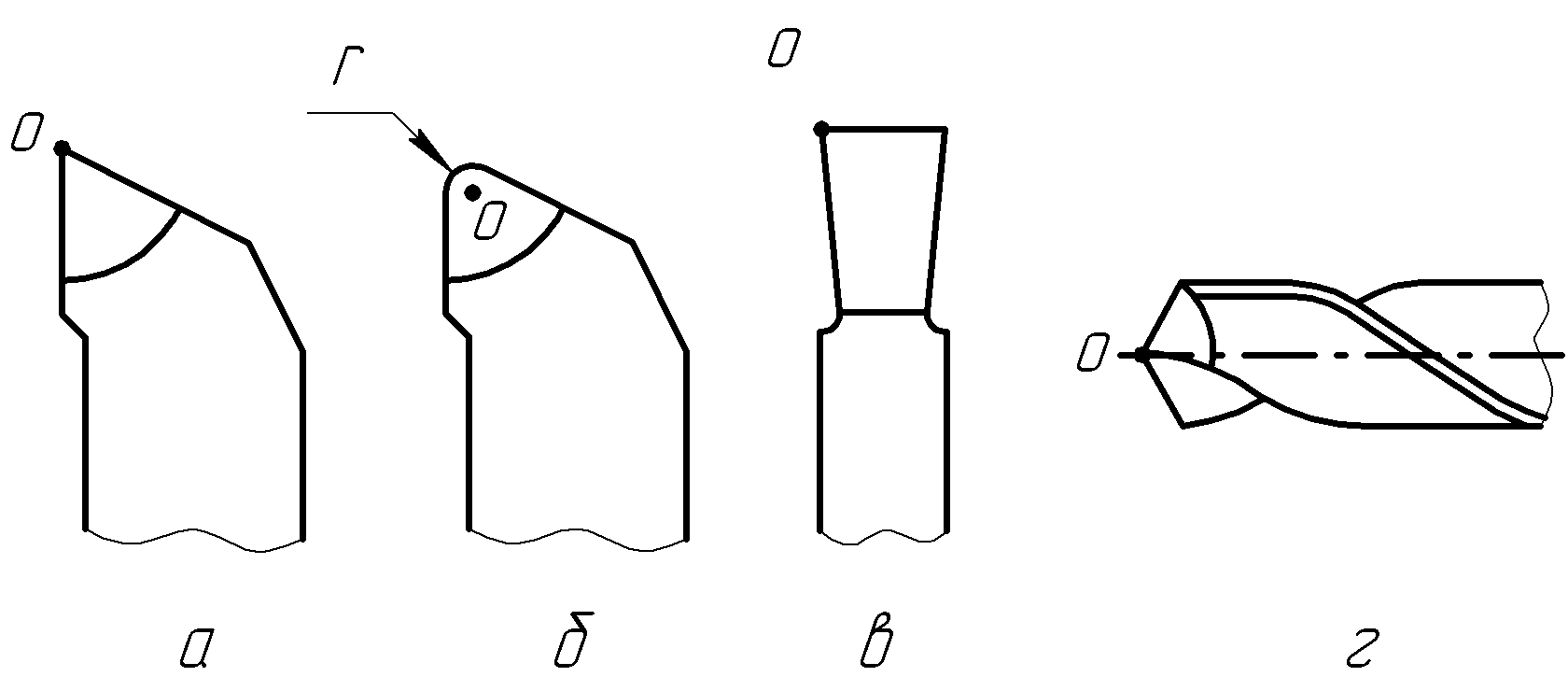
Рис. 3. Центры инструментов: а– резца с острой вершиной;б– резца
с радиусом при вершине; в– канавочного и отрезного резца;г– сверла
При контурной обработке центр инструмента должен перемещаться по эквидистанте контура детали, т.е. по геометрическому месту точек, равноудаленных от какой-либо линии и лежащих по одну сторону от нее. Эквидистанты бывают наружные Энар и внутренние Эвн (рис. 4).
Частным случаем эквидистанты при токарной обработке резцом с острой вершиной является сам контур детали.
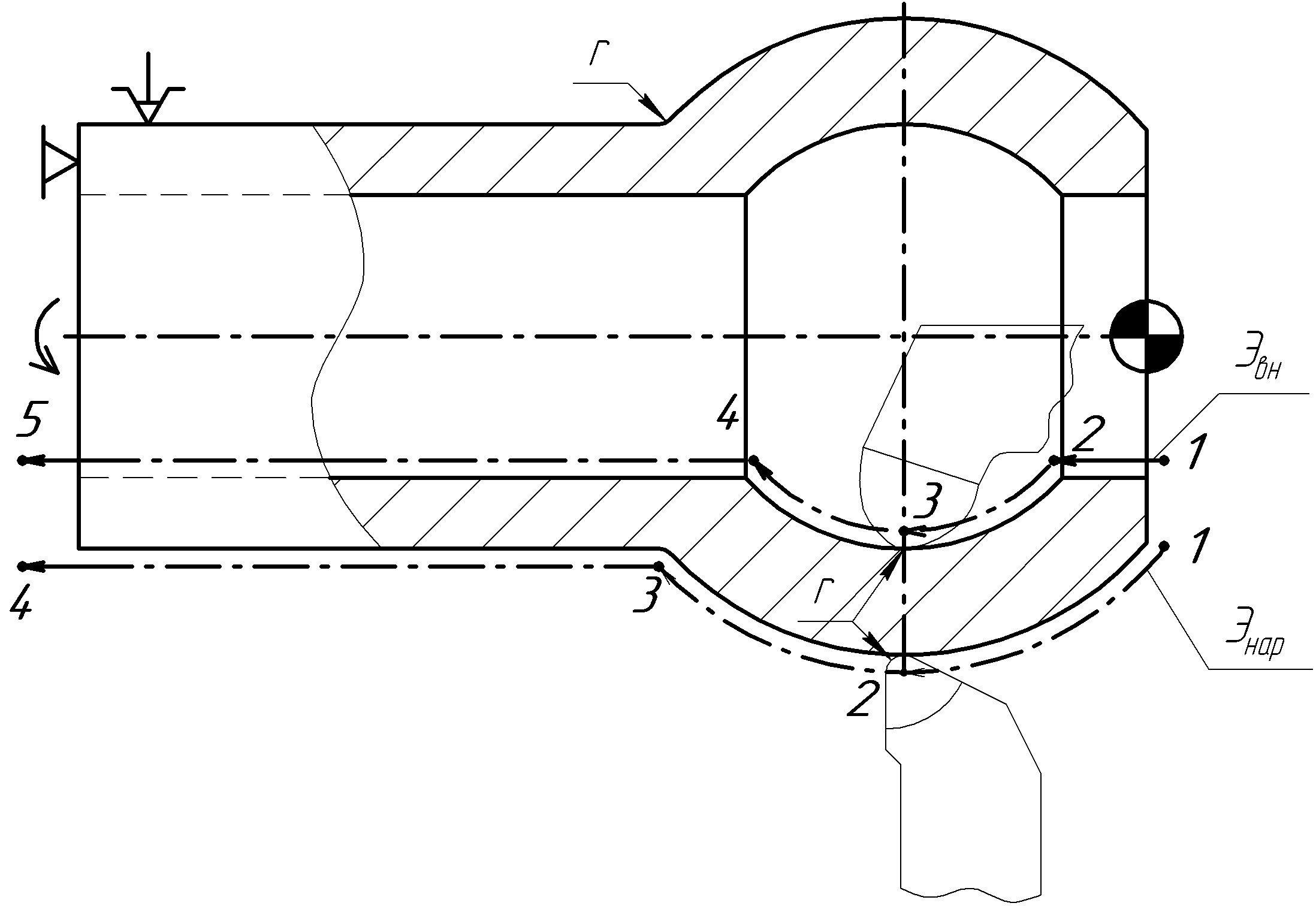
Рис. 4. Эквидистанта контура детали
Отдельные участки траектории перемещения центра инструмента (циклограммы) могут быть отрезками прямых, дуг окружностей или других кривых. На рис. 5 показаны схемы траекторий движения вершины резца для черновой и чистовой обработки вала.

Рис. 5. Типовые траектории вершины резца при токарной
обработке детали: а– черновые рабочие проходы;б– чистовой рабочий проход
Положение опорных точек (переломных точек циклограммы) определяется при помощи системы координат. Для обработки принята стандартная прямоугольная (Декартова) система координат. В системе координат для токарных станков приняты оси: Z – параллельная продольной подаче суппорта, совпадает с осью шпинделя станка, X – параллельная поперечной подаче суппорта.
Для токарных станков с ЧПУ различают систему координат станка и систему координат детали.
Начало координат станка Ос находится в центре зеркала кулачкового патрона, т.е. в центре сечения шпинделя перед посадочным конусом, центрирующим планшайбу патрона (рис. 6).
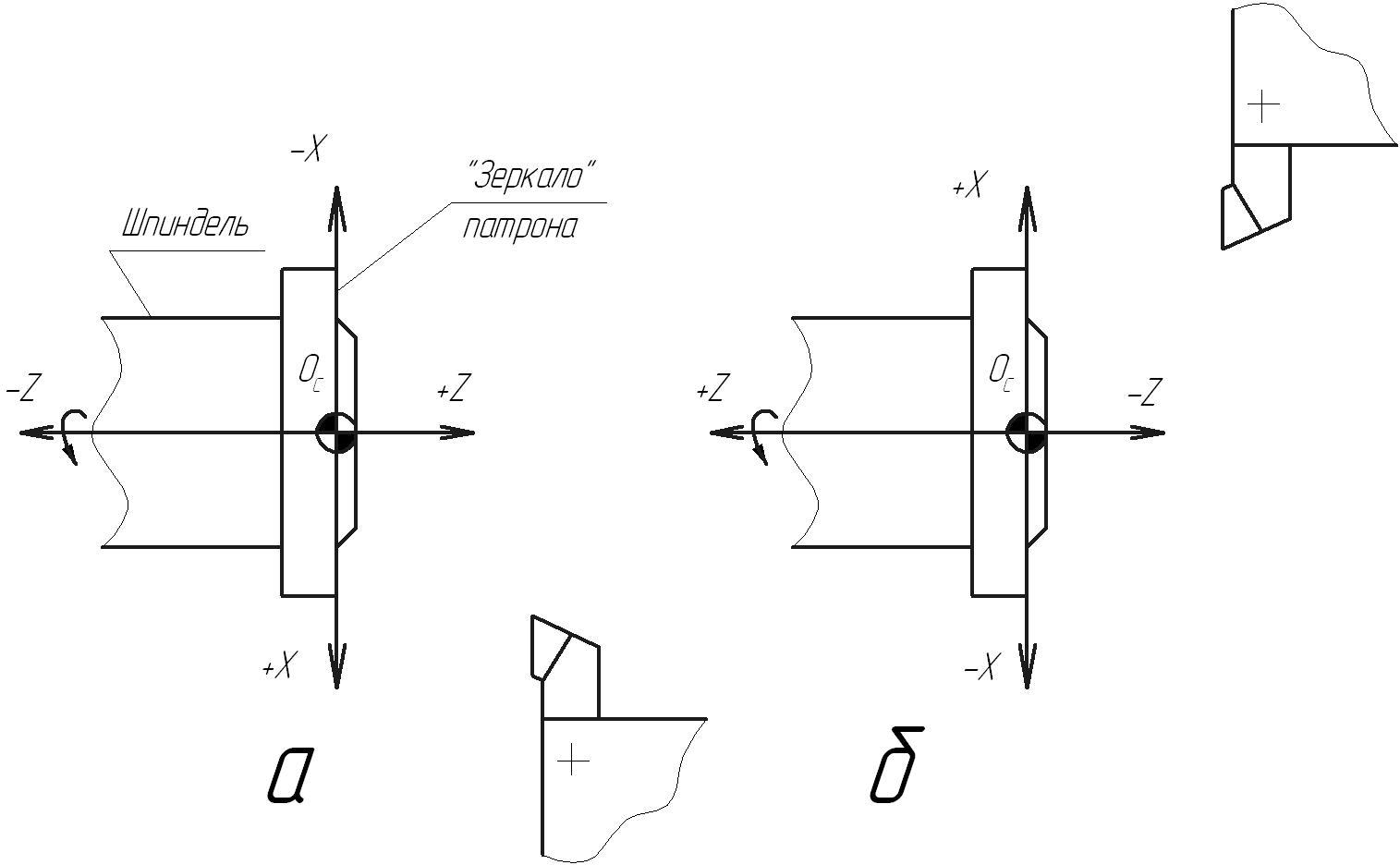
Рис. 6. Система координат токарного станка с ЧПУ: а– переднее
(или нижнее); б– заднее (или верхнее) расположение инструментальной головки
Направление осей координат зависит от расположения инструмента (например, у станков 16К20Т1 и 16А20Ф3 – впереди оси вращения шпинделя, у станка 1713Ф3 – сзади оси вращения). Движение по оси X реализуется перемещением поперечных салазок суппорта по направляющим каретки, а по оси Z – перемещением каретки по направляющим станины. Начало системы координат детали Од находится в центре левого или правого торца заготовки. Ось Z этой системы совпадает с осью Z станка, а ось X проходит в плоскости базового торца приспособления (например, торца планшайбы или уступа кулачков) либо в плоскости правого торца заготовки. Размеры относительно Од, заданные на чертеже детали, пересчитываются в расстояния (координаты) до опорных точек обрабатываемого контура (рис. 7).
Координаты опорных точек циклограммы вершины резца можно определить непосредственно из чертежа детали либо путем расчетов.
При наладке станка производится так называемая «привязка» исходной точки И.Т., которая совпадает с центром инструмента, к координатным системам станка и детали. Чтобы избежать нерациональных холостых пробегов, величину перемещения инструмента от исходной точки программы до первой обрабатываемой поверхности следует выбирать минимальной.

Рис. 7. Система координат детали
Положение инструмента в исходной точке должно хорошо просматриваться со стороны рабочего. Инструмент не должен мешать выполнению действий по установке, закреплению и снятию детали, удалению стружки. Для этого расстояния от точки И.Т. до торца заготовки б принимают в пределах 60 – 80 мм, а до наружной поверхности заготовки А – 10 – 30 мм (рис. 7). Точка на циклограмме, определенная относительно нуля детали Од, в которую центр инструмента подводится по программе из исходной точки (И.Т.), от которой начинается непосредственный цикл рабочих и вспомогательных ходов по обработке заготовки, является начальной точкой (Н.Т.).
2.2. Принципы кодирования и порядок построения кадра
Ввод управляющей программы в память устройства ЧПУ 2Р22 возможен с пульта управления (рис. 17) или программоносителя. Назначение клавиш пульта управления приведено в табл. 3. В качестве программоносителя используют магнитную или восьмидорожечную бумажную ленту шириной 25,4 мм.
Программа состоит из последовательно записанных кадров, т.е. составных частей управляющей программы, вводимых и отрабатываемых как единое целое и содержащих не менее одной команды.
Каждый кадр начинается с порядкового номера N, состоит из переменного числа слов (составных частей кадра, содержащих данные о параметрах процесса обработки) и оканчивается символом «конец кадра». Каждое слово состоит из символа – адреса и следующей за ним группы цифр. Адрес определяет назначение цифр в кадре. В одном кадре нельзя программировать два слова одного адреса.
Структура слова определяется форматом, в котором указывают расположение адреса, знак и число геометрической или технологической информации в составе слова, количество записываемых цифр до и после запятой и другую информацию

Рис. 17. Клавиатура пульта управления системы ЧПУ 2Р22
Для устройства ЧПУ 2Р22 форматы слов следующие: N03; Х + 043; Z + 043; U + 043; W + 043; F023; T2; М2; S1–4; D043; С + 043; Q4-043; R + 0 43; B3; H3; L2; Р11; A11; E; G2. После адресов N, Т, М, S, В, Н, L, G в формате записывают одну цифру, показывающую количество цифр в слове. Если нули, стоящие перед первой значащей цифрой, можно опустить, то после адреса записывают две цифры, первая из которых нуль. После адреса слова, содержащего размерные перемещения A, Р, X, U, R, Z, W, D, С, Q, F, записывают две цифры, первая из которых показывает количество разрядов перед, а вторая – после десятичной запятой, или три цифры, первая из которых нуль, что позволяет опустить нули перед первой значащей цифрой.
Если абсолютные размеры всегда положительны, то между адресом и следующим за ним числом не ставят никакого знака, если они могут быть положительными или отрицательными, то между адресом и следующим за ним числом ставят знак «+». Например, N03 – трехзначный номер кадра. Незначащие нули перед номером можно не набирать: N125, N012 (или N12), N003 (или N3). Геометрическую информацию, т.е. значение координат конечных опорных точек участков траекторий по осям Х и Z, или приращений U, W по осям Х (U) или Z (W), записывают следующим образом: X043; Z – 0,43; U0,643; W0,43. Незначащие нули в начале и в конце геометрической информации, а также знак «+» могут опускаться. Например, перемещение по оси Z в точку с координатой +36,18 мм записывают Z36,18; перемещение по оси Z на 364,583 мм к передней бабке – W – 364,583; перемещение по оси Х до Ø 12,38 мм – X12,38; перемещение по оси Х на 0,16 мм к оси центров – U – 0,16.
Время выдержки задают по адресу D с точностью до 0,001 с. Например, время выдержки 2 с записывают D2.
Подачу рабочего органа задают по адресу F, постоянные циклы – по адресу L, вспомогательные технологические команды – по адресу М, подготовительные функции – по адресу G (табл. 4 – 6). Обязательным условием конца управляющей программы является наличие в последнем кадре команды М02.
Назначение клавиш пульта управления системы ЧПУ 2Р22