- Методика программирования обработки деталей на вертикально-фрезерных станках с системой управления 2с42 – 65 , страница 2
- § 6. Программирование ЧПУ. Круговая интерполяция
- Программирование круговой интерполяции
- 1. Программирование участков линейной интерполяции
- 2. Программирование участков круговой интерполяции
Методика программирования обработки деталей на вертикально-фрезерных станках с системой управления 2с42 – 65 , страница 2
Круговая интерполяция задается функцией G02, если дуга обрабатывается по часовой стрелке, и G03 – если против часовой стрелки. Затем по адресам X,Y,Z задаются координаты конечной точки дуги, при программировании в абсолютных координатах (G90). При программировании в приращениях (G91) по этим адресам задаются расстояния от конечной до начальной точки дуги. Далее в кадре записываются расстояния от начальной точки дуги до ее центра по адресам I,J,K, так как адреса X,Y,Z уже задействованы. Пример круговой интерполяции показан на рисунке 4.2.
Рисунок 4.2 – Круговая интерполяция против часовой стрелки
Как видим, дуга обходится против часовой стрелки, поэтому G03. Дуга лежит в плоскости ХУ, поэтому G17. Расстояние от начальной точки дуги по оси Х будет: I= 15-40=-25, по оси У: J= 15-15=0. Подачи в кадрах нет, так как она была задана ранее в предыдущих кадрах.
Управляющая машина 2С42 позволяет программировать обход дуги 360 0 .
В этом случае, так как конечная точка дуги совпадает с начальной, и к моменту программирования обхода дуги ее координаты уже есть в памяти машины, в кадре дуги задаются только расстояния от начальной точки дуги до ее центра.
Пример программирования показан на рисунке 4.3
Рисунок 4.3 Круговая интерполяция при обходе дуги 360 0
Функции GI7 и G90 задаются один раз и запоминаются машиной до прихода заменяющей функции. Аналогично и функции вида интерполяции (G01,G02,G03). Поэтому в приведенных примерах они записаны только потому, что мы приводим лишь фрагмент программы.
4.9 Линейно – круговая интерполяция
Линейно круговая интерполяция (движение по спирали) программируется функцией GI0. Пример линейно-круговой интерполяции показан на рисунке 4.4
Рисунок 4.4 – Линейно – круговая интерполяция
В состав кадра линейно – круговой интерполяции входит: направление обхода окружности формирующей спираль (G03); плоскость в которой лежит проекция окружности формирующей спираль (если она не была ранее задана) (G17); код линейно – круговой интерполяции (G10); шаг спирали по адресу К (К!0); если программируется в абсолютных координатах, то координаты конечной точки дуги по всем трем осям (X-10, Y0, Z20); и, наконец, расстояние от начальной точки дуги до ее центра в проекции на плоскость ХОУ (I5, J10).
Если программа пишется в приращениях, то изменения будет только в данных по осям Х, У, Z), по которым запишутся разности координат конечной и начальной точки формирующей дуги.
Следует заметить что шаг спирали задается по адресу К и он всегда положительный. Таким образом, спираль может быть запрограммирована только в направлении оси Z.
4.10 Примеры безэквидистантного программирования
Как мы уже отмечали выше, система 2С42 позволяет автоматически рассчитывать эквидистантный контур по заданному в программе контуру детали и радиусу фрезы. При этом методика программирования будет отличаться тем, в какой системе мы задаем размеры координат точек контура.
Поэтому рассмотрим программирование в приращениях и в абсолютных координатах.
4.10.1 Программирование в приращениях
При программировании в приращениях используются функции G45 – одно положительное смещение, G46 – одно отрицательное смещение, G47 – двойное, положительное смещение, G48 – двойное, отрицательное смещение.
Величина смещения равна радиусу фрезы, которое заводится в память машины путем набора величины радиуса в какой либо корректор D.
Команды G45-G48 действуют только в пределах кадра, где они заданы.
Пример детали для программирования в приращениях показан на рисунке 4.5.
: 1 M3 S350 F120 T1 H01 G43 ПС – программа №1,правое вращение шпинделя (М3), 350об/мин – частота вращения шпинделя, рабочая подача 120мм/мин. первый инструмент и его корректор по длина Н01, коррекция на длину инструмента положительная (G43).
N1 G91 G17 G01 G00 G46 D05 X5000 Y2000 ПС – задано программирование в приращениях (G91), плоскость ХУ, на которой лежат дуги на контуре детали (G17), линейная интерполяция, так как движение будет происходить по примой (G01), ускоренное перемещение (G00), так как при подходе к точке 1 нужно не доходить до нее на размер радиуса фрезы по обеим осям, то задано одно отрицательное смещение (G46) и размер этого смещения (10мм) задан при наладке станка в корректоре D05. А далее по осям Х и У задано расстояние от точки 0 до точки 1.
N2 X4000 G47 D05 ПС – задано расстояние от точки 1 до точки 2. Но мы в первом кадре не дошли до точки 1 на величину смещения, и для обработки отрезка 2 – 3 надо пройти дальше точки 2 на величину смещения, поэтому в кадре задано двойное положительное смещение (G47). Величина этого смещения записана в корректоре D05.
N3 Y3000 ПС – задано расстояние от точки 2 до точки 3. Задавать какие либо смещения здесь не нужно, так как мы находились от точки 2 ниже на величину смещения и должны не дойти до точки 3 на это же смещение.
N4 X 6000 G48 D05 ПС – задано расстояние между точками 3 и 4. Но мы не должны переместить фрезу на это расстояние, так как от точки 3 мы уже отстоим в право на величину смещения, да до точки 4 не должны дойти на величину смещения. Поэтому в кадре записано двойное отрицательное смещение (G48).
N5 Y-3000 ПС – здесь аналогично кадру №3, только расстояние между точками 4 и 5 в обратную сторону оси У.
N6 X5000 G45 D05 ПС – записано расстояние между точками 5 – 6, но мы отстояли от точки 5 в лево на величину смещения. Следовательно это смещение нужно добавить (G45).
N7 G03 X3000 Y3000 I0 J3000 G45 D05 ПС – Задан обход по дуге радиусом 30мм. Но на самом деле фреза будет обходить дугу по радиусу 30 плюс одно положительное смещение. Поэтому в кадре задана команда G45. Эта команда действует на все геометрические адреса записанные в кадре.
N8 G01 Y3000 G45 D05 ПС – задано расстояние от точки 7 до точки 8. Это уже линейная интерполяция, поэтому задаем G01.Для того чтобы можно было обходить дугу 8 – 9, надо пройти точку 9 на величину одного смещения. Поэтому в кадре снова команда G45.
§ 6. Программирование ЧПУ. Круговая интерполяция
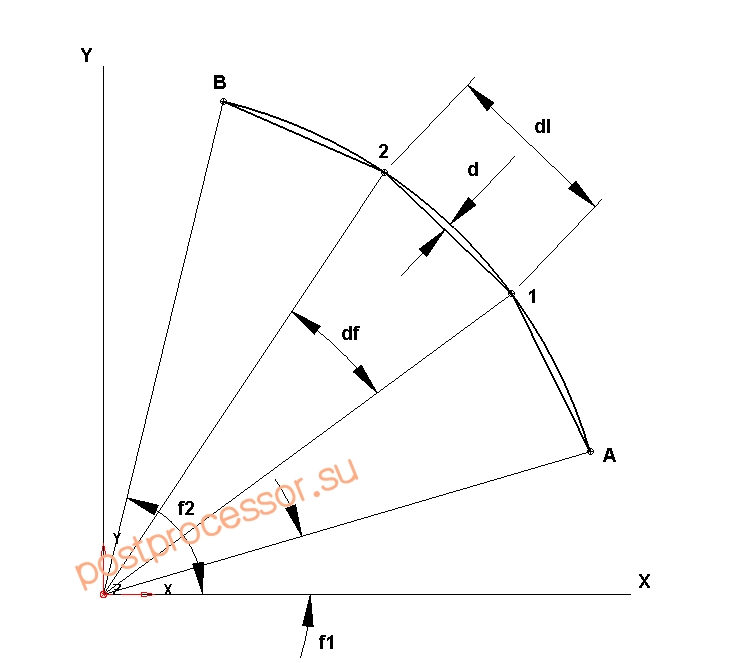
Зная допустимую погрешность аппроксимации d можно рассчитать угловой шаг df = arcos((R-d)/R), a число сегментов аппроксимации на заданном участке n = f2-f1/df.
Линейно-круговые интерполяторы позволяют отработать движение как по прямой, так и по дуге. Это избавило инженеров-программистов от рутинных вычислений.
Программирование круговой интерполяции
Для программирования движения по дуге используют подготовительные функции G2 (обход по часовой стрелке) и G3 (обход против часовой стрелки). Т.к. дуга плоский элемент, то необходимо указывать в какой плоскости производится движение XY, XZ или YZ. Данным плоскостям соответствуют подготовительные функции G17, G18, G19.
Дуга на плоскости может быть задана следующими параметрами:
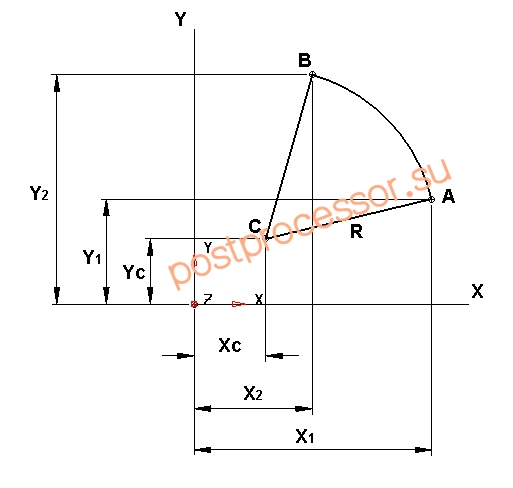
центром С(координаты Xc, Yc), начальной точкой А(X1, Y1), конечной точкой B(X2, Y2), радиусом R.
Программирование кругового движения в разных УЧПУ задается по-разному в зависимости от настройки интерполятора. В общем, достаточно знать начальные координаты дуги, они известны по предыдущему кадру движения фрезы, конечные координаты и координаты цента. Программирующий кадр имеет вид:
G17 G2 Xn.n Yn.n In.n Jn.n Fn.n, где
G2 – режим круговой интерполяции с обходом по часовой стрелке;
Xn.n, Yn.n – координаты конечной точки дуги;
In.n, Jn.n – координаты центра дуги;
Fn.n – скорость перемещения инструмента.
Имея дугу на рисунке ниже, кадр программы будет иметь следующий вид, предполагаем, что инструмент уже находится в точке А(40.20; 12.00).
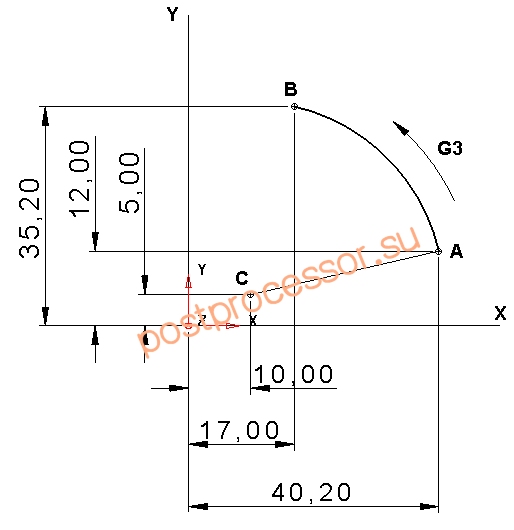
G17 G03 X17.0 Y35.20 I10.0 J5.0 F100
УЧПУ автоматически определяет радиус и выдает импульсы на круговое движение. Для обозначения центра дуги вдоль оси Z используется вектор K. Разные системы ЧПУ по-разному работают, если дуга лежит в двух и более квадрантах. Некоторые из них разрывают дугу в точке перехода и описывают ее двумя кадрами. Также допускается программирование круговой интерполяции в приращениях.
Copyright © 2012-2023 postprocessor.su
При использовании материалов ссылка на данный сайт обязательна
1. Программирование участков линейной интерполяции
При использовании кода ИСО-7 бит информация, необходимая для описания участков траектории (интерполирования) должна отмечать следующим требованиям:
1. Соответствующая подготовительная функция определяет характер участка (G01 — прямая линия).
2. Начальная точка каждого последующего участка интерполяции должна совпадать с конечной точкой предыдущего участка.
3. Геометрическая информация о величине и направлении перемещения инструмента задается либо в абсолютных координатах, либо в приращениях координат.
Рассмотрим пример программирования участков линейной интерполяции (рис.4.1).

Рис. 4.1. Участок линейной интерполяции
Для описания перемещения инструмента их точки 1 в точку 3 потребуется два кадра. Перемещения (в приращениях координат) на участках соответственно равны:
на участке 1-2 —  Х = + 80мм ,
Х = + 80мм , У = — 60мм;
У = — 60мм;
на участке 2-3 —  Х = — 90мм ,
Х = — 90мм , У = — 40мм.
У = — 40мм.
Дискретность системы ЧПУ по координатным осям Х и У равна 0,01мм. Приняв скорость подачи на участках 1-2 и 2-3 одинаковой и равной 80мм/мин, запишем фрагмент управляющей программы, начиная с двенадцатого кадра:
N012 G01 X+008000 Y-006000 F0580 LF
2. Программирование участков круговой интерполяции
При программировании участков круговой интерполяции необходимо соблюдать следующие требования:
1. Соответствующая подготовительная функция определяет характер участка (G02 или G03 — окружность при перемещении соответственно по или против часовой стрелки).
2. Соответствующая подготовительная функция G17, G18 или G19 обозначает выбор плоскости обработки, соответственно Х0Y, Х0Z, Y0Z.
3. При расчете приращений центр координат всегда помещается в центр дуги, по которой перемещается инструмент.
4. Если дуга переходит из одной четверти в другую, то для ее описания необходимы два кадра с опорной точки на оси координат.
4.Параметры интерполяции I, J, K определяют координаты начальной точки дуги относительно ее центра (рис.4.2). Они всегда записываются со знаком «+».
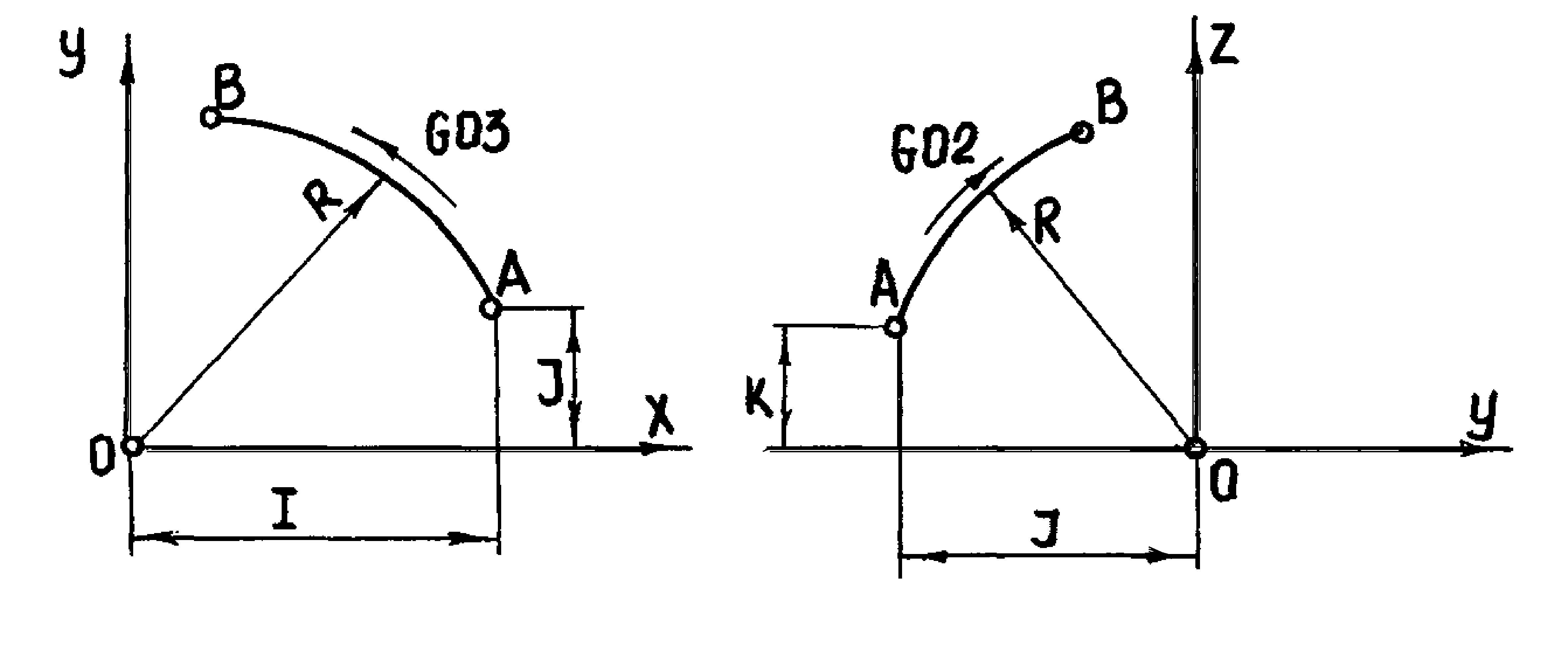
Рис.4.2. Задание параметров интерполяции
а) в плоскости XOY; б) в плоскости YOZ.
Рассмотрим пример программирования участков круговой ин-терполяции (рис.4.3).
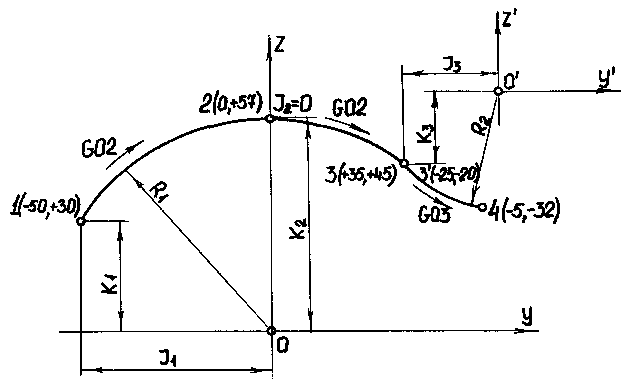
Рис.4.3. Участок круговой интерполяции
Зададимся величиной скорости подачи 200 мм/мин и частотой вращения шпинделя 1400 об/мин.
Дискретность системы ЧПУ по всем осям координат равна 0,01мм.
Определим перемещения по координатным осям и параметры интерполяции:
на участке 1-2:  Y = + 50мм,
Y = + 50мм, Z = + 27мм, J = 50мм, K = 30мм;
Z = + 27мм, J = 50мм, K = 30мм;
на участке 2-3:  Y = + 35мм,
Y = + 35мм, Z = — 12мм, J = 0, K = 57мм;
Z = — 12мм, J = 0, K = 57мм;
на участке 3-4:  Y = + 20мм,
Y = + 20мм, Z = — 12мм, J = 25мм, K = 20мм.
Z = — 12мм, J = 25мм, K = 20мм.
Фрагмент управляющей программы выглядит следующим образом:
N013 G02 Y+005000 Z+005000 K+003000 F0620 LF
N014 Y+003500 Z-001200 K+005700 LF
N015 G03 Y+002000 Z-001200 J+002500 K+002000 LF
В кадре №12 указана плоскость обработки Y0Z (функция G19). От точки 1 к точке 3 движение идет по часовой стрелке (функция G02). В кадре №15 описано движение против против часовой стрелки (функция G03). В опорной точке 2 дуга пересекает ось OZ, поэтому движение по дуге 1 — 3 описано двумя кадрами №13 и №14.
Фрагмент управляющей программы, описывающей перемещение инструмента по замкнутой окружности радиуса радиуса R 25мм от точки 1 к точкам 2,3,4,5 (рис.4.4) имеет вид.
N013 G03 X-002500 Y+002500 I+002500 F0620 LF
N014 X-002500 Y-002500 J+002500 LF
N015 X+002500 Y-002500 I+002500 LF
N016 X+002500 Y+002500 J+002500 LF

Рис.4.4. Перемещение по окружности
При движении инструмента по замкнутому контуру необходимо, чтобы сумма приращений по каждой координатной оси была равна 0:

.