Конспект «Программирование станков с ЧПУ. Основные понятия»
При разработке постпроцессоров, а также программировании в CAM системах важно знать некоторые понятия и определения, основные из которых представлены в данной главе.
Числовое программное управление (ЧПУ) станком — управление обработкой заготовки на станке по УП, в которой данные заданы в цифровой форме.
Устройство числового программного управления (УЧПУ) — устройство, выдающее управляющие воздействия на исполнительные органы станка в соответствии с УП и информацией о состоянии управляемого объекта.
Кадр управляющей программы (кадр) — составная часть УП, вводимая и отрабатываемая как единое целое и содержащая не менее одной команды.
Например, N10 G1 X10.553 Y-12.754 Z-10 F1500;
Слово УП (слово) — составная часть кадра УП, содержащая данные о параметре процесса обработки заготовки и другие данные по выполнению управления.
Например, F3000 — задание скорости перемещения;
Адрес ЧПУ (адрес) — часть слова УП, определяющая назначение следующих за ним данных, содержащихся за ним в слове.
Например, X, Y, Z и т.д. — адреса перемещения по соответствующим координатам;
Формат кадра УП (формат кадра) — условная запись структуры и расположения слов в кадре УП с максимальным числом слов.
Абсолютный размер — линейный или угловой размер, задаваемый в УП и указывающий положение точки относительно принятого нуля отсчета.
Относительный размер — линейный или угловой размер, задаваемый в УП и указывающий положение точки относительно координат точки предыдущего положения рабочего органа станка.
Нулевая точка детали (ноль детали) — точка на детали, относительно которой заданы ее размеры.
Нулевая точка станка (ноль станка) — точка, определяющая начало системы координат станка.
Интерполяция — получение (расчет) координат промежуточных точек траектории движения центра инструмента в плоскости или пространстве.
Центр инструмента — неподвижная относительно державки точка инструмента, по которой ведется расчет траектории;
Программоноситель — носитель данных, на котором записана УП. В качестве носителя данных раньше применялись перфокарты, перфолента, магнитная лента; в настоящее время — дискеты, флэш-карты, сетевое соединение с ПК и другие.
Программное обеспечение системы ЧПУ — совокупность программ и документации для реализации целей и задач системы ЧПУ.
Покадровая работа — функционирование УЧПУ, при котором отработка каждого кадра УП происходит только после воздействия оператора. Наиболее часто используется при отладке УП.
Позиционное ЧПУ — такое управление, при котором рабочие органы станка позиционируются в нужные точки рабочего пространства без использования траектории движения.
Контурное ЧПУ — такое управление станком, при котором его рабочие органы перемещаются с заданной скоростью для получения необходимого профиля.
Адаптивное ЧПУ — такое управление, при котором обеспечивается автоматическое приспособление процесса обработки к изменяющимся условиям в зависимости от определенных критериев.
Программирование обработки на станках с чпу
В программном управлении станками широко применяют системы, которые значительно сокращают время переналадки станка, обеспечивают высокую точность и стабильность обработки. Программное управление станком — это автоматическое управление его работой по программе, заданной в виде чисел или символов, определяющих величины и характер перемещений его исполнительных органов.
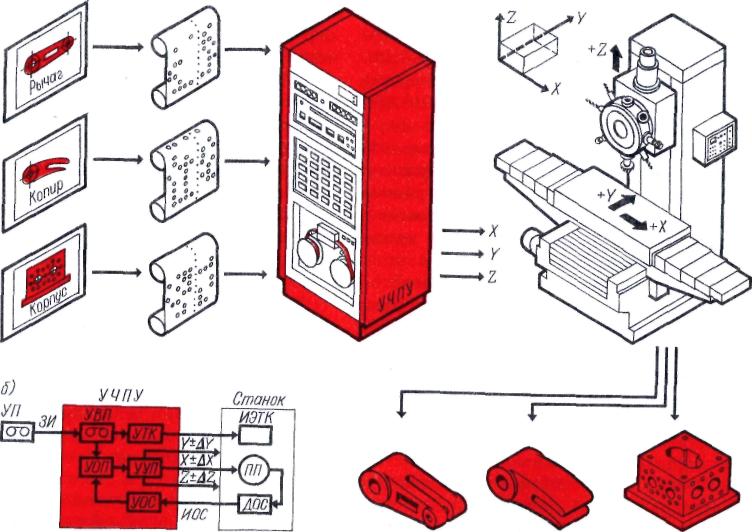
Основная особенность станков с ЧПУ состоит в том, что программа, т. Е. данные о величине, скорости и направлении перемещений рабочих органов, задается в виде символов, нанесенных на специальный программоноситель. Процесс подготовки программ для станков с ЧПУ отделен от детали во времени и пространстве.
– устройство ввода программы (УВП);
– устройство отработки программы (УОП);
– устройство управления приводом (УУП);
– датчики обратной связи (ДОС);
– информация обратной связи (ИОС);
– устройства обратной связи (УОС);
– устройство технологических команд (УТК);
– исполнительные элементы технологических команд (ИЭТК).
Основные преимущества станков с ЧПУ. Применение станков с ЧПУ взамен универсального оборудования имеет существенные особенности и создает определенные преимущества, в частности следующие: сокращение сроков подготовки производства на 50—75 %; сокращение общей продолжительности цикла изготовления продукции на 50—60 %; экономию средств на проектирование и изготовление технологической оснастки на 30—85 %; повышение производительности труда за счет сокращения вспомогательного и основного времени обработки на станке и многое другое.
Особенность технологической подготовки производства.
–значительно возрастают сложность задач и трудоемкость проектирования технологического процесса
– резко повышается требуемый уровень квалификации технологов
– технологические работы требуют иного подхода (проработка рабочих чертежей на технологичность, выбор инструмента и оснастки, выработка требований к заготовке)
Полученная в итоге УП представляет собой сумму указаний рабочим органам станка на выполнение в определенной последовательности действий, из которых складывается весь процесс обработки детали. Получением УП завершается первый этап процесса изготовления детали на станках с ЧПУ, начатый с предварительной подготовки данных, необходимых для программирования.
На втором этапе в соответствии с программой, записанной на программоносителе, деталь обрабатывается на станке.
Из всех работ в процессе программирования решающими являются сбор, упорядочение и обработка информации, перед тем как она будет нанесена на программоноситель. Подготовленная информация должна быть представлена в форме чисел, т е. в форме, пригодной для записи программы данному станку.
Системы счисления
Теория кодирования — раздел теории информации, изучающей способы отождествления сообщений с отображающими их сигналами. Кодирование применяют при передаче, хранении и преобразовании информации. Для кодирования сообщений используют набор символов.
Множество символов называют алфавитом кода: (a1, a2, ., aт).
Количество символов в алфавите обозначают буквой т и называют основанием кода. Десятичная система счисления является кодом с основанием m=10 (т. Е. количество значащих цифр равно десяти). При этом значащие цифры (их форма, вид) составляют алфавит: О, 1, 2, 3, ., 9. С помощью алфавита (значащих цифр) в системе счисления можно выразить (закодировать) любую числовую величину.
Код Морзе имеет основание т = 2; следовательно, его алфавит состоит из двух символов — точки и тире (. —).
Выражение звуков языка тоже осуществляется определенным кодом. Так. Для русского языка основание кода m = 33, а алфавит состоит из букв а, б, в. Г,…., я.
Любую упорядоченную выборку символов из алфавита называют кодовым словом или кодовой комбинацией: B=i1,аi2,…., ain).
Количество (число) символов в кодовой комбинации обозначают буквой nи называют длиной кодовой комбинации.
Кодом называют любое упорядоченное множество кодовых комбинаций: (В,, В2, , BN). Количество (число) кодовых комбинаций в коде называют мощностью или объемом кода. Максимальная мощность кода N = mп
§ 1. Программирование ЧПУ. Основные понятия
Числовое программное управление (ЧПУ) станком — управление обработкой заготовки на станке по УП, в которой данные заданы в цифровой форме.
Устройство числового программного управления (УЧПУ) — устройство, выдающее управляющие воздействия на исполнительные органы станка в соответствии с УП и информацией о состоянии управляемого объекта.
Кадр управляющей программы (кадр) — составная часть УП, вводимая и отрабатываемая как единое целое и содержащая не менее одной команды.
Например, N10 G1 X10.553 Y-12.754 Z-10 F1500;
Слово УП (слово) — составная часть кадра УП, содержащая данные о параметре процесса обработки заготовки и другие данные по выполнению управления.
Например, F3000 — задание скорости перемещения;
Адрес ЧПУ (адрес) — часть слова УП, определяющая назначение следующих за ним данных, содержащихся за ним в слове.
Например, X, Y, Z и т.д. — адреса перемещения по соответствующим координатам;
Формат кадра УП (формат кадра) — условная запись структуры и расположения слов в кадре УП с максимальным числом слов.
Абсолютный размер — линейный или угловой размер, задаваемый в УП и указывающий положение точки относительно принятого нуля отсчета.
Относительный размер — линейный или угловой размер, задаваемый в УП и указывающий положение точки относительно координат точки предыдущего положения рабочего органа станка.
Нулевая точка детали (ноль детали) — точка на детали, относительно которой заданы ее размеры.
Нулевая точка станка (ноль станка) — точка, определяющая начало системы координат станка.
Интерполяция — получение (расчет) координат промежуточных точек траектории движения центра инструмента в плоскости или пространстве.
Центр инструмента — неподвижная относительно державки точка инструмента, по которой ведется расчет траектории;
Программоноситель — носитель данных, на котором записана УП. В качестве носителя данных раньше применялись перфокарты, перфолента, магнитная лента; в настоящее время — дискеты, флэш-карты, сетевое соединение с ПК и другие.
Программное обеспечение системы ЧПУ — совокупность программ и документации для реализации целей и задач системы ЧПУ.
Покадровая работа — функционирование УЧПУ, при котором отработка каждого кадра УП происходит только после воздействия оператора. Наиболее часто используется при отладке УП.
Позиционное ЧПУ — такое управление, при котором рабочие органы станка позиционируются в нужные точки рабочего пространства без использования траектории движения.
Контурное ЧПУ — такое управление станком, при котором его рабочие органы перемещаются с заданной скоростью для получения необходимого профиля.
Адаптивное ЧПУ — такое управление, при котором обеспечивается автоматическое приспособление процесса обработки к изменяющимся условиям в зависимости от определенных критериев.
Copyright © 2012-2023 postprocessor.su
При использовании материалов ссылка на данный сайт обязательна