- Руководство и советы по программированию токарных станков с ЧПУ
- Примеры программы токарного станка с ЧПУ
- Популярная программа цикла токарных станков с ЧПУ
- Советы и руководство по программированию токарной обработки с ЧПУ
- 2. Выберите правильный путь подачи (инструмента)
- 3. Гибко используйте специальный G-код, чтобы обеспечить качество и точность обработки деталей с ЧПУ.
- Дополнительная информация
- Основы программирования системы чпу haas в примерах токарная обработка
- Основы программирования
- Ввод нулевых точек, смена инструмента, включение частоты вращения шпинделя, ввод рабочей подачи
Руководство и советы по программированию токарных станков с ЧПУ
Станки с ЧПУ представляют собой комбинацию электронных информационных технологий и традиционных процессов обработки, использующих прецизионное оборудование, компьютер, связь и другие методы, чтобы обеспечить эффективное решение для сложного, точного мелкосерийного производства деталей. Возьмите токарный станок в качестве примера, как сделать программу токарной обработки с ЧПУ? Здесь мы приводим некоторые советы и примеры по программированию токарных станков с ЧПУ.
Примеры программы токарного станка с ЧПУ
Пример программирования токарного станка с ЧПУ 1. Программа по снятию фаски:
N10 G92 X70 Z10 (установить систему координат и определить положение точки установки инструмента)
N20 G00 U-70 W-10 (от точки начала программирования до центра переднего торца заготовки)
N30 G01 U26 C3 F100 (снятие фаски 3 × 45° под прямым углом)
N40 W-22 R3 (скругление фаски R3)
N50 U39 W-14 C3 (длина перевернутой стороны 3 равнобедренных прямого угла)
N60 W-34 (обработка внешнего круга Φ 65)
N70 G00 U5 W80 (возврат к исходной точке программирования)
N80 M30 (остановка шпинделя, завершение основной программы и сброс)

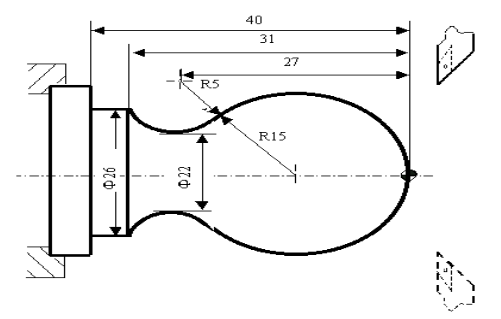
Программа токарного станка круговой интерполяции G02/G03 Инструкция:
N1 G92 X40 Z5 (установить систему координат заготовки и определить положение точки установки инструмента)
N2 M03 S400 (шпиндель вращается со скоростью 400 об/мин)
N3 G00 X0 (к центру заготовки)
N4 G01 Z0 F60 (контактная заготовка)
N5 G03 U24 W-24 R15 (обработка дугового сечения R15)
N6 G02 X26 Z-31 R5 (обработка дугового сечения R5)
N7 G01 Z-40 (обработка внешнего круга Φ 26)
N8 X40 Z5 (инструмент возвращает точку настройки)
N9 M30 (остановка шпинделя, завершение основной программы и сброс)
Популярная программа цикла токарных станков с ЧПУ
G71 – Цикл черновой обработки
G73 – Цикл повторения шаблона
G75 – Цикл нарезания канавок с насечкой
G83 – Цикл сверления с центральным сверлением по оси Z
G84 – Цикл нарезания резьбы по оси Z
G87 – Цикл сверления с выводом сверла по оси X
G88 – Цикл нарезания резьбы по оси X
Советы и руководство по программированию токарной обработки с ЧПУ
Чтобы сделать программу ЧПУ для токарного станка, в процессе программирования можно применить несколько советов.
1. Эффективное использование встроенной программы цикла
1) В полной мере используйте программу циклов ЧПУ.
— В системе ЧПУ FANUCO―TD токарный станок с ЧПУ имеет более 10 видов циклических программ, таких как G70 и G71
– В системе Siemens существуют стандартные циклы обработки LCYC82, LCYC83, LCYC840, LCYC85, LCYC93, LCYC94, LCYC95, LCYC97 и т. д., есть цикл нарезания канавок LCYC93, нарезание резьбы LCYC97 и цикл нарезания заготовок LCYC95. Они играют решающую роль в высоких программирование эффективности, особенно LCYC95 и LCYC93. Пока заданы начальная и конечная точки контура, можно гарантировать, что детали будут соответствовать требованиям чертежа детали и требованиям процесса, и, что более важно, программирование будет быстрым и удобным. Следовательно, необходимо понимать инструкции по программированию фиксированного цикла станка при работе на станке с ЧПУ. При гибком и всестороннем использовании время отладки программирования может быть сокращено при обработке небольших партий деталей, чтобы повысить эффективность программирования и эффективность производства.
В токарной операции на ЧПУ часто повторяется определенная фиксированная операция обработки. Эта часть операции может быть записана в подпрограммы, заранее сохранена в памяти и вызвана в любое время в зависимости от необходимости, так что программирование становится простым и быстрым.
2. Выберите правильный путь подачи (инструмента)
Траектория подачи — это траектория движения режущего инструмента в течение всего процесса обработки, то есть траектория, по которой проходит инструмент, начинает подачу от точки настройки до точки возврата в точку завершения программы обработки.
1) Попробуйте сократить путь инструмента, уменьшить пустой ход и повысить эффективность производства.
— Используйте отправную точку. Например, при циклической обработке в соответствии с фактической обработкой заготовки разделите начальную точку инструмента и точку установки инструмента. В целях обеспечения безопасности и удовлетворения потребностей в смене инструмента начальная точка инструмента должна быть как можно ближе к заготовке, чтобы уменьшить холостой ход инструмента, сократить путь подачи и сэкономить время выполнения в процессе обработки.
– При черновой или получистовой обработке припуск на заготовку большой, поэтому следует использовать соответствующий метод циклической обработки. Принимая во внимание жесткость обрабатываемых деталей и требования технологии обработки, следует использовать кратчайший путь подачи при резке, чтобы сократить время холостого хода, повысить эффективность производства и снизить износ инструмента.
Обеспечьте безопасность процесса обработки
Избегайте взаимодействия между инструментом и необработанной поверхностью и избегайте столкновения между инструментом и заготовкой. Если заготовку необходимо обрабатывать при встрече с канавкой, следует отметить, что точки подачи и отвода должны быть перпендикулярны направлению канавки, а скорость подачи не может быть «G0». Команда «G0» не иметь одновременного перемещения «X, Z».
3. Гибко используйте специальный G-код, чтобы обеспечить качество и точность обработки деталей с ЧПУ.
1) Возврат к нулевой точке станка — G28, выравнивание станины — G29
Базовая точка – это фиксированная точка на станке. Инструмент можно легко переместить в это положение с помощью функции возврата в референтную точку. При практической обработке точность продуктов можно повысить, умело используя инструкцию по возврату в исходную точку. Чтобы обеспечить точность обработки основных размеров, инструмент может вернуться в исходную точку перед обработкой основного размера, а затем снова вернуться в позицию обработки. Целью этой практики является повторная проверка эталона для определения размерной точности обработки.
2) Время выдержки — G04
– Временно ограничить работу программы обработки.
– Чтобы уменьшить количество ошибок оператора, вызванных усталостью или частыми нажатиями, вместо запуска первой части используется команда G04. Программа обработки детали разработана как циклическая подпрограмма, а инструкция G04 разработана в основной программе, вызывающей циклическую подпрограмму. При необходимости в качестве завершения или проверки программы выбирается инструкция остановки плана М01.
– При нарезании резьбы метчиком по центральной резьбе необходимо нарезать резьбу эластичным цилиндрическим патроном, чтобы метчик не сломался при нарезании резьбы до дна. Команда задержки G04 устанавливается в нижней части резьбы, чтобы метчик выполнял нарезание без подачи. Время задержки должно гарантировать полную остановку шпинделя. После полной остановки шпинделя он реверсируется в соответствии с исходной скоростью вращения вперед, а метчик перемещается назад в соответствии с исходным опережением.
3) Инкрементальное программирование — G91, абсолютное программирование — G90.
Инкрементальное программирование принимает положение острия инструмента в качестве начала координат, а кончик инструмента перемещается относительно начала координат для программирования. Во всем процессе обработки абсолютное программирование имеет относительно единую точку отсчета, то есть начало координат, поэтому его совокупная ошибка меньше, чем у относительного программирования. При токарной обработке с ЧПУ точность радиального размера заготовки выше, чем осевого размера. Поэтому абсолютное программирование лучше для радиального измерения в программировании. Учитывая удобство обработки, относительное программирование принимается для осевого размера, но абсолютное программирование лучше использоваться для важного осевого размера.
Дополнительная информация
- Заказчик: Организация
- Статус: Нет исполнителя
- Срок сдачи проекта после оплаты аванса: 01.10.2020
- ЦЕЛЬ ПРОЕКТА: Рассказать подробней про тему проекта
Основы программирования системы чпу haas в примерах токарная обработка

Данное пособие предназначено для обучения основам программирования токарного станка с ЧПУ HAAS на основе приведенных примеров управляющих программ. Работа функций описывается в объёме необходимом для выполнения конкретных задач. Полное описание функций не приводится.
С полным описанием работы функций вы можете ознакомиться в руководстве по программированию HAAS.
Пособие входит в комплекс методического обеспечения разработанного в филиале ПТК РИПО по обучению работе на станках с программным управлением HAAS. Перед началом работы слушатели должны изучить темы учебно-методического комплекса по наладке и управлению станков с ЧПУ, ознакомится с работой и назначением основных функций станка HAAS.
Наибольший эффект при обучении достигается при использовании данного пособия в комплексе с учебной программой CAD/CAM KELLER и тренажёром системы ЧПУ HAAS.
Все приведенные в пособии программные коды были отработанны и проверенны на тренажёре HAAS.
Основы программирования
В управляющей программе в форме команд описываются все действия, которые должен совершить станок для обработки детали.
Программа состоит из кадров (строк), в кадре описывается отдельное действие, выполняемое станком.
Кадр состоит из порядкового номера (необязательный параметр) буквенного адреса(X, Z, S, T и т. д.), математического знака « — » (минус) и числовой части.
Как правило, управляющая программ, начинается с ввода нулевых точек, задания команд смены инструмента и установки режимов резания.
Ввод нулевых точек, смена инструмента, включение частоты вращения шпинделя, ввод рабочей подачи
Смещение нуля детали по G54
Установка инструмента №2 включение корректора №02
Программирование частоты вращения в об/мин
Программирование подачи в мм/об
Частота вращения шпинделя 850 об/мин
Направление вращения от оператора (для станков с наклонной станиной резец установлен пластиной вверх).
Команды G97 G99 являются активными при включении станка (эти команды можно в программу не вводить.
Смещение нуля детали по G55
Ограничение максимальной частоты вращения 3500 об/мин
Установка инструмента №10, включение корректора №10
Частота вращения в м/мин (постоянство скорости резания)
Скорость резания 200 м/мин, направление вращение на оператора (для станков с наклонной станиной резец установлен пластиной вниз).
Программирование подачи в мм/мин, скорость подачи 300мм/мин