Разработка управляющей программы
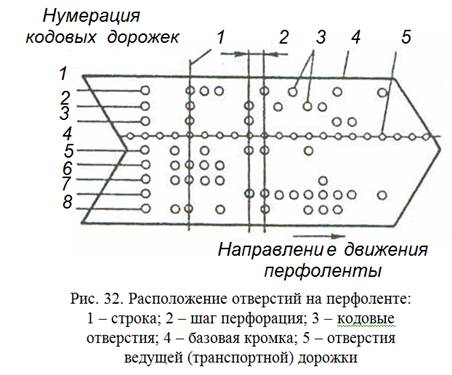
Управляющую программу на перфоленту записывают путем перфорирования на ней кодовых отверстий (рис. 32).Лента шириной 25,4 мм имеет восемь дорожек с шагом перфорации 2,5 мм. Нумерация дорожек с 1 по 8 начинается от базовой кромки. Па первых семи дорожках располагаются кодовые отверстия. Восьмая дорожка служит для контроля четности числа отверстийв каждой строке. Транспортная дорожка с отверстиями 5 малого диаметра служит для перемещения ленты в осевом направлении.
Каждая строка на перфоленте выражает только одну кодовую комбинацию (одну цифру, букву или знак) (табл. 5). При этом число отверстий (символов) в строке должно быть четным, что обеспечивается пробивкой отверстий в восьмой дорожке. При кодировании букв от А до Z происходит дополнительная пробивка отверстий на седьмой дорожке.
Цифры в двоичном коде 8 – 4 – 2 – 1 кодируют на первых четырех дорожках. Считывание программы осуществляется по кадрам, каждый из которых заканчивается символом ПС (LF).
Кодирование информации на перфоленте при использовании кода ISO-7bit
| Дорожки | Обозна- чение | Наименование | ||||||||
| ● | ● | ● | Цифра 0 | |||||||
| ● | ● | ● | ● | ● | Цифра 1 | |||||
| ● | ● | ● | ● | ● | Цифра 2 | |||||
| ● | ● | ● | ● | ● | Цифра 3 | |||||
| ● | ● | ● | ● | ● | Цифра 4 | |||||
| ● | ● | ● | ● | ● | Цифра 5 | |||||
| ● | ● | ● | ● | ● | Цифра 6 | |||||
| ● | ● | ● | ● | ● | ● | ● | Цифра 7 | |||
| ● | ● | ● | ● | ● | Цифра 8 | |||||
| ● | ● | ● | ● | ● | Цифра 9 | |||||
| ● | ● | ● | A | Угловой размер относительно оси X | ||||||
| ● | ● | ● | B | Угловой размер относительно оси Y | ||||||
| ● | ● | ● | ● | ● | C | Угловой размер относительно оси Z | ||||
| ● | ● | ● | D | Угловой размер относительно специальной оси, или 3-я подача | ||||||
| ● | ● | ● | ● | ● | E | Угловой размер относительно специальной оси, или 2-я подача | ||||
| ● | ● | ● | ● | ● | F | Подача | ||||
| ● | ● | ● | ● | ● | G | Подготовительная операция (режим работы ЧПУ) | ||||
| ● | ● | ● | H | Команда постоянно не закреплена (резерв) | ||||||
| ● | ● | ● | ● | ● | I | Не закреплена | Не должны быть использованы в позиционной и прямоугольной системах | |||
| ● | ● | ● | ● | ● | J | Не закреплена | ||||
| ● | ● | ● | ● | ● | K | Не закреплена | ||||
| ● | ● | ● | ● | ● | L | Команда постоянно не закреплена (резерв) | ||||
| ● | ● | ● | ● | ● | M | Вспомогательная операция | ||||
| ● | ● | ● | ● | ● | N | Порядковый номер | ||||
| ● | ● | ● | ● | ● | ● | ● | O | Не используется | ||
| ● | ● | ● | P | Размер третичного движения параллельно оси X | ||||||
| ● | ● | ● | ● | ● | Q | Размер третичного движения параллельно оси Y | ||||
| ● | ● | ● | ● | ● | R | Размер быстрого перемещения по оси Z или размер третичного движения параллельно оси Z | ||||
| ● | ● | ● | ● | ● | S | Частота вращения шпинделя | ||||
| ● | ● | ● | ● | ● | T | Смена инструмента (его номер) | ||||
| ● | ● | ● | ● | ● | U | Размер вторичного движения параллельно оси X | ||||
| ● | ● | ● | ● | ● | V | Размер вторичного движения параллельно оси Y | ||||
| ● | ● | ● | ● | ● | ● | ● | W | Размер вторичного движения параллельно оси Z | ||
| ● | ● | ● | ● | ● | X | Размер первичного движения по оси X | ||||
| ● | ● | ● | ● | ● | Y | Размер первичного движения по оси Y | ||||
| ● | ● | ● | ● | ● | Z | Размер первичного движения по оси Z | ||||
| ● | ● | ● | ● | ● | : | Установка в исходную точку (восстановление информации, например остановка обратной перемотки до заданного положения на ленте) | ||||
| ● | ● | ● | ● | ● | + | Плюс | Знаки направления перемещения | |||
| ● | ● | ● | ● | ● | — | Минус | ||||
| ● | ● | ● | tab | Табуляция (горизонтальная вдоль строки ГТ) | ||||||
| ● | ● | ● | ● | ● | / | Произвольный пропуск блока, фразы | ||||
| ● | ● | ● | ● | ● | % | Начало программы | ||||
| ● | ● | ● | LF | Конец блока, фразы, или кадра (перевод строки ПС) | ||||||
| ● | ● | ● | ( | Не для управления | Относится к восприятию команд ленты системой ЧПУ | |||||
| ● | ● | ● | ● | ) | Для управления | |||||
| ● | ● | ● | ● | ● | ● | ● | ● | ● | Del | Строка не читается (забой ЗБ) |
При программировании необходимо исходить из того, что детальостается условно неподвижной, аинструмент перемещается относительно нее впределах координатной системы. Управляющая программа записывается в системе координат, непосредственно связанной с обрабатываемой деталью (координатная система детали X Д Y Д Z Д ). Началом отсчета этой системы является нуль детали Д. Координатная система детали X Д Y Д Z Д определенным образом располагается относительно координатной системы станка XYZ при этом нуль детали связывается с нулем станка координирующими размерами А, Б, Г.
В качестве координатной системы детали может быть использована координатная система её технологических базили другая удобная система координат, построенная на плоскостях симметрии детали или на пересечении ее сторон.
Внешний вид перфоленты, готовой к практическому использованию, приведен на рис. 33.
При составлении программы размеры детали могут быть заданы в абсолютных значениях (в координатах) или в приращениях. Для задания размеров в абсолютных значениях наиболее удобным является простановка размеров на чертеже детали по координатному методу. Задание размеров координатным методом предусматривает наличие в чертеже начала отсчета.
Рис. 33. Задания на перфоленте
Эта точка выполняет функцию нулевой точки координатной системы детали (нуля детали). Размерные линии располагают параллельно координатным осям, и все они исходят из нулевой точки (рис. 34, а). Для задания размеров в приращениях более удобным является простановка размеров на чертеже по цепному методу. Когда каждый задаваемый размер исходит из ранее образмеренной позиции. При программировании в приращениях размеры, проставленные по цепному методу, необходимо представить как приращения от предыдущей соразмеренной точки в выбранной системе координат детали. С этой целью удобно использовать «малую» скользящую систему координат 0iXiYi (рис. 35)которую последовательно смещают от одной образмеренной точки к другой. Координаты каждой последующей точки N (xi,yi) в этой скользящей системе и представляют собой приращение размеров, используемых при программировании.
При составлении программы необходимо задавать средние размеры детали. Это объясняется тем, что отклонения, возникающие в процессе обработки, с равной вероятностью могут быть направлены как в сторону уменьшения, так и в сторону увеличения размера.
Многие системы управления позволяют реализовать обработку при программировании как в координатах, так и в приращениях. Однако в большинстве случаев программирование в координатах имеет преимущество: ошибка в одном размере (в одной точке) не влияет на остальные размеры, кроме того, при этом достигается большая наглядность. Программирование в приращениях также имеет преимущество в том случае, если отдельные участки контура детали многократно повторяются и соответствующие части программы без смещения координат могут аналогично многократно повторяться.
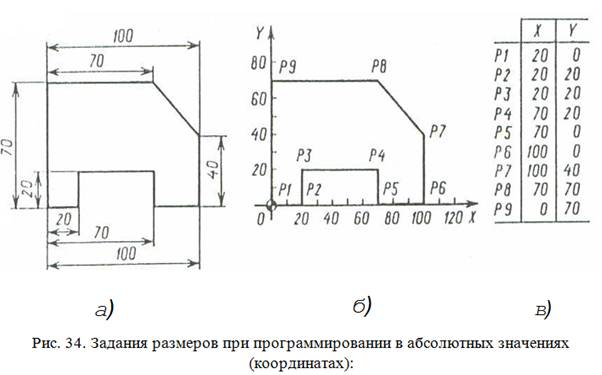
На упрощение процесса программирования существенное влияние оказывает правильный выбор нулевой точки. Например, при выборе начала отсчета в точке P 1(см. рис. 34, б) значения программируемых координат полностью совпадают с поставленными размерами (см. рис. 34, а, в).Однако если за начало отсчета выбрать точку Р 2(см. рис. 34, б)то большинство программируемых координат необходимо пересчитывать.
Для симметричных деталей программирование существенно упрощается, если систему координат детали расположить по осям симметрии с центральным расположением нулевой точки. При этом многие системы управления позволяют представить зеркальное отражение геометрии детали по осям.
Руководство по программированию (2-е издание)

Единицы измерения: мм (дюймы)
(1) В программировании с приращениями слово Х должно быть выражено в диаметре.
(2) Не допускается указание команд G90 и G91 в одном блоке.
5. Диаметральные и радиальные команды.
При токарной обработке заготовка вращается. Во время токарной обработки, инструмент режет по окружности, которая имеет радиус, эквивалентный расстоянию от центра вращения до режущей кромки инструмента. Команды оси Х в программе указывают диаметр нарезки окружности. Например, если указывается команда «Х100», данные фактического положения, отображенные на экране, имеют следующий вид: «100», и заготовка обрабатывается до получения цилиндра диаметром 100 мм.
При сложных операциях, команды в направлении оси Х также указываются в диаметральных значениях, хотя этот тип операции не является токарной обработкой. Однако в режиме преобразования координат радиальные значения (фактическая длина в прямоугольной системе координат) должны быть указаны как для команд оси Х, так и для команд оси Y.
Раздел 6. Функции математических действий.
Функции математических действий используются для осуществления логических, арифметических и тригонометрических операций. Ниже дана таблица операционных символов.
Функции действий могут быть использованы вместе с переменными для управления периферийными устройствами или передачи результатов работы.

15 = 53
Преобразование десятичного кода в двоичный
Преобразование двоичного кода в десятичный
Реализация целых чисел (округление)
Реализация целых чисел (округление с усечением)
Реализация целых чисел (увеличение)
Реализация целых чисел по установочной единице (округление)
Реализация целых чисел по установочной единице (округление с усечением)
Реализация целых чисел по установочной единице (увеличение)
45 = ATAN [1] (диапазон значений от -90 0 до 90 0 )
($ обозначает шестнадцатеричное число)
$25 = BCD [25]128 = ROUND [1.2763 x 100]127 = FIX [1.2763 x 100]128 = FUP [1.2763 x 100]13.265 = DROUND [13.26462] (См. *2)
*2: В данном примере установочная единица – мм.
*3: Между символами логической операции должны стоять пробелы (EOR, OR, AND, NOT).
*4: Числа после символов функциональных операций (SIN, COS, TAN, и т.д.) должны быть заключены в квадратные скобки «[ ]». («a», «b» и «с» используются для обозначения содержимого соответствующих разрядов.)

а) Исключающая OR (EOR) с = а _ EOR _ b
Если два соответствующих значения согласуются, результат EOR будет 0.
Если два значения не согласуются, результат EOR будет 1.
b) Логическая OR (OR) с = а _ AND _ b
Если оба соответствующих значения равны 0, результат OR будет 0.
Если эти значения не равны 0, результат OR будет 1.
c) Логическая AND (AND) с =а _ AND _ b
Если оба соответствующих значения равны 1, результат AND будет 1.
Если эти значения не равны 1, результат AND будет 0.
d) Отрицание (NOT) b = NOT _ a
NOT инвертирует значения (0→1, 1→0).

е) Арктангенс (1) (ATAN)
f) Округление до целого числа (ROUND)
Оператор ROUND округляет указанное значение до целого.
Оператор FIX усекает (сокращает) указанное значение до целого.
h) Увеличение до целого (FUP)
Оператор FUP увеличивает указанное значение до целого.
Похожие:
 | Руководство по программированию раздел руководство по программированию При нажатии кнопки [hold/save] данные, хранящиеся в рабочем буфере, заносятся в память. Ввод информации сопровождается звуковыми. | | Руководство по программированию раздел руководство по программированию При нажатии кнопки [hold/save] данные, хранящиеся в рабочем буфере, заносятся в память. Ввод информации сопровождается звуковыми. |
| Устройство чпу 2С42-65. Руководство по эксплуатации 035. 090 Рэ. Устройство чпу 2С42-65. Руководство по эксплуатации 035. 090 Рэ, электрические схемы 1 035. 090-05, инструкция по программированию. | | Комплектация: Издание для Xbox 360: 1 dvd в dvd-боксе, руководство. Издание для PlayStation 3: 1 Blu Ray-диск в пластиковом боксе, руководство пользователя |
| 7-канальная система радиоуправления руководство пользователя Технические обновления и дополнительные примеры по программированию доступны по адресу | | Нэреш К. Маркетинговые исследования. Практическое руководство, 3-е издание.: Пер с англ Малхотра, Нэреш К. Маркетинговые исследования. Практическое руководство, 3-е издание.: Пер с англ. — М.: Издательский дом «Вильяме». |
| Руководство по программированию содержание Вся информация по технике безопасности, которая предоставлена в данной инструкции по эксплуатации, изложена следующим образом |  | Руководство по эксплуатации и программированию ткрп. 0101. 00. 00. 000 Рэ30 Настоящее руководство по эксплуатации содержит сведения, необходимые для правильной эксплуатации пассивной системной электронной. |
| Меркурий-185Ф руководство по программированию Пароли кассиров обязательно должны различаться, т е два кассира не могут иметь одинаковые пароли | | Меркурий-185Ф руководство по программированию Пароли кассиров обязательно должны различаться, т е два кассира не могут иметь одинаковые пароли |
| Меркурий-180Ф руководство по программированию Пароли кассиров обязательно должны различаться, т е два кассира не могут иметь одинаковые пароли | | Руководство по оформлению (8)-12 Дополнение к «Руководству по оформлению. Дополнение к «Руководству по оформлению стандартных перевозочных документов нсав-ткп» (издание 8) (далее Руководство) в части изменения. |
| Руководство по изучению рыб (преимущественно пресноводных) Четвертое. Учитывая массовые запросы на эту книгу, И. Ф. Правдин готовил к печати четвертое, значительно переработанное и дополненное издание. | | Дагене В. А., Григас Г. К., Аугутис К. Ф. 100 задач по программированию Дагене В. А., Григас Г. К., Аугутис К. Ф. 100 задач по программированию. М.: Просвещение, 1993. 255 с. Хорошо написанный разбор большого. |
| Элвес-мф руководство по программированию Программирование базы товаров через компьютер Заполнять базу товаров лучше с помощью программы MicroConfig, для этого требуется | | Руководство по установке и эксплуатации Издание 2 В настоящем руководстве приводится информация по эксплуатации оборудования. Храните руководство вместе с агрегатом |